With its roots in Aerospace, Precision Board Tooling Board is specifically engineered to meet the demands of a broad range of tooling and tool making applications. Both PBLT Tooling Board (for low temperature applications up to 200 F) and PBHT Tooling Board (for high temperature applications up to 300 F), possess excellent machining characteristics and dimensional stability for tool making. To help maximize your use of Precision Board, here are ten tips for tooling.
1. Using the correct speed and feed settings for the density of Precision Board you will be machining is crucial. This will allow you to achieve optimum chip load. Having the proper chip load allows the cutting tool to move in and out of the material quicker, which will prolong the tool life and leave a smooth edge. Read our updated speeds and feeds blog for the latest information. Be sure to also check out the excellent database LMT Onsrud has for choosing the right bit for the right material.
2. If using Precision Board in an oven or autoclave, ensure that temperature ramp up does not exceed 1˚F per minute. This will allow the temperature to be evenly absorbed during heat expansion, which will reduce the possibility of internal stress and warping.
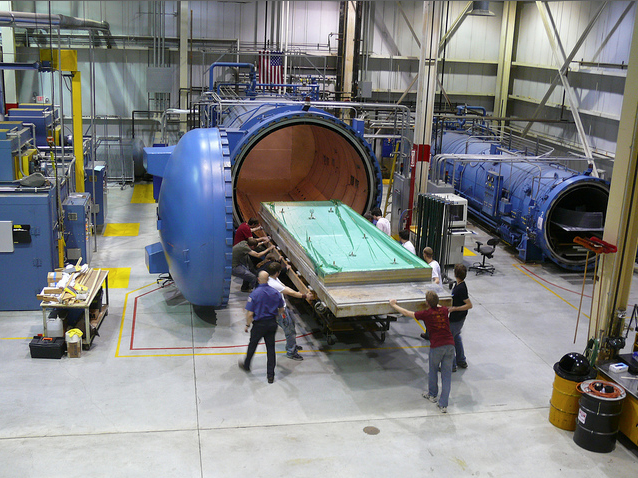
3. When ramping down the temperature after autoclave or oven curing, temperature ramp down should not exceed 2˚F per minute. This will allow the tool temperature to drop slowly so contraction does not cause internal stress and cracking in the thinner sections of the tool. In thick tools with thin webs or sections, cool down should be even slower. Prior testing is always recommended before heat cycling on actual tool.

4. Instead of laminating thinner sheets together to form a large block, consider using a custom block. By providing a drawing to Coastal Enterprises, a custom-sized block will be made in the rough shape and size of your tool. This will allow you to purchase less material, eliminate assembly and reduce machining time. You can get more details in our recent custom bonded blocks blog post.

5. Precision Board does not outgas. When a typical polyurethane tooling board is heated, it outgases, which releases byproducts that keep the composite laminate adhesive from curing. This will ruin the composite laminate and can damage the urethane tool.

6. For higher temperature applications, Coastal Enterprises offers Precision Board High Temp PBHT. PBHT is a “closed cell” rigid polyurethane tooling board made specifically for applications of up to 300˚F continuous exposure. PBHT is available in a wide range of sheet sizes up to 5′ x 10′ (and thicknesses up to 24″) and several densities. It can be cut or bonded into a variety of shapes for final machining or shaping.
7. Make a master tool with Precision Board for Production Tools. For production runs it is better to use the Precision Board tool as a “master tool” to reproduce “production” tooling. This method allows for multiple production tools to be made from one Precision Board master. This is a very effective way to make lower cost, faster completion, production tooling.

8. Use high strength EP-76 Epoxy to bond Precision Board sheets to make larger sections. Precision Board can be easily bonded with high quality epoxy adhesives. Coastal Enterprises makes a very easy to use, machinable grade, high-strength epoxy called EP-76. It machines, sands and carves very smoothly. The durometer hardness and machinability of EP-76 can be adjusted and closely matched to the Precision Board densities by adding PB Granules as outlined in the PB EP-76 HDU Adhesive Product Data Sheet. Contact Coastal Enterprises for more information and helpful bonding tips.

9. Use a mold release that is compatible with your resin system to ensure neither the mold or the tool are damaged. Mold releases are designed to be used against all tooling surfaces so that after cure cycle, the composite part can be released and removed from the layup tool without damaging the tool or the part. Care must be taken when choosing a release agent to be sure it will not outgas during the composite heat curing cycle and affect resin cure. Always test a sample part to verify mold release compatibility with your chosen prepreg or composite laminate.

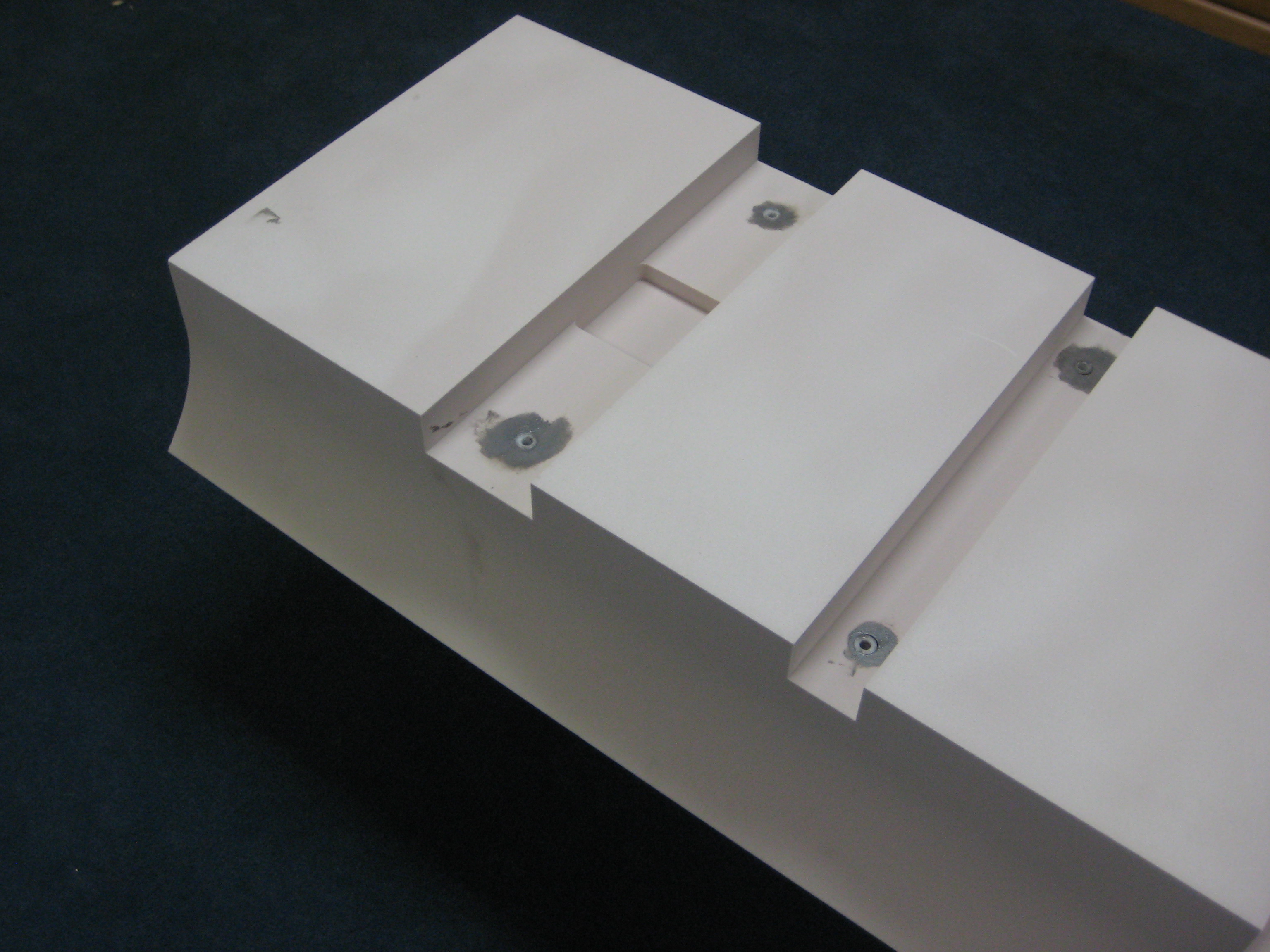
10. Hold down (or “dog”) Precision Board to the vacuum table or oven support fixture during heating & cooling. Due to the internal stresses that are occurring in the tool during the heating and cooling part of the cure cycle it is important to hold the Precision Board tool flat. However, due to the differential of expansion and contraction between the Precision Board lay up tool and the support structure it is crucial that they be allowed to move independent of each other. It is always a good idea to securely, not excessively, hold PBLT and PBHT tooling to the machining table to support the piece during ramp up and ramp down. Dogs, or equivalent, every 2′ +/- is adequate. Remember not to over tighten which will restrict horizontal expansion and contraction and possibly damage tool and composite laminate.
Our PBLT and PBHT lines of Precision Board are available in the widest range of densities and sheet sizes & thickness to match the performance requirements of the specific tool you’re building. Individual blocks can be easily and permanently bonded to create specific shapes and thicknesses, approximating the general shape of the tool. Coastal Enterprises offers a full line of companion products specifically designed for Precision Board Tooling Board to assist with your project. Check out our Adhesives and Primers & Fillers. Request a sample today!